


رستاخیز پروانههای گریز از مرکز
مهندسی معکوس و ساخت پروانه پمپ کربنات API 610
مقدمه: قلب تپنده صنایع پالایشگاهی و پتروشیمی
در دنیای پرشتاب و پرچالش صنعت، بهویژه در پالایشگاهها و مجتمعهای پتروشیمی، پمپها شریانهای حیاتی انتقال سیالات هستند. اما وقتی صحبت از پمپاژ سیالات خورنده، سمی، یا تحت دما و فشار بالا میشود، انتخاب پمپ از یک تصمیم ساده فنی به یک چالش مهندسی پیچیده تبدیل میگردد. پروانههای گریز از مرکز، به عنوان قلب تپنده پمپها، باید بتوانند در سختترین شرایط عملیاتی، وظیفه خود را بدون خطا و با بالاترین راندمان انجام دهند.
پروژهای که اخیراً به تیم طراحی و مهندسی فربد معرفی شده است و نمونه ای از سفارشاتی است که ابتدا در واحد مهندسی مورد بررسی گرفته و سپس اقدام می گردد می باشد ، مهندسی معکوس و ساخت پروانه یک پمپ کربنات (Lean Carbonate Pump) بود که تحت استاندارد سختگیرانه API 610 فعالیت میکرد. این مقاله، نمونه ای از رویکرد ما در فربد را برای غلبه بر چالشهای طراحی، متالورژی و ساخت این قطعه حیاتی، با تمرکز بر پروانه دو مکشه (Double Suction) پمپ مدل ZPRA-250/800، تشریح میکند.در این تیپ پیشنهادات ابتدا تیم مهندسی فرآیند را بررسی و نظر خود را به واحد مهندسی فروش و سفارشات می دهد و براساس شرایط مراحل بعدی به کارفرما اعلام نظر می گردد . این مقاله به یکی از چندین نمونه از این تیپ سفلرشات می پردازد .
فهرست مطالب
فصل اول: فلسفه طراحی پمپهای خدمات سنگین (Heavy-Duty)
۱-۱. ماموریت پمپ کربنات و کاربرد در فرآیند شیرینسازی
۱-۲. اهمیت استاندارد API 610 و الزامات آن
۱-۳. ساختار پمپ ZPRA و کلاس BB2
فصل دوم: کالبدشکافی پروانه گریز از مرکز دو مکشه
۲-۱. ساختار پروانه دو مکشه و مزایای هیدرولیکی آن
۲-۲. معضل کاویتاسیون و شاخص حیاتی NPSH
۲-۳. تحلیل منحنی عملکرد و بهینهسازی راندمان (Efficiency)
فصل سوم: چالشهای مهندسی معکوس و متالورژی
۳-۱. فرایند دقیق مهندسی معکوس (اسکن سهبعدی و CMM)
۳-۲. انتخاب متریال مقاوم در برابر خوردگی و سایش (Duplex Steel)
۳-۳. رویکرد حل مسئله تیم طراحی و مهندسی فربد
فصل چهارم: گامهای ساخت با تضمین عملکرد API
۴-۱. تحلیل المان محدود (FEA) و شبیهسازی دینامیک سیالات محاسباتی (CFD)
۴-۲. فرایند ریختهگری دقیق و عملیات حرارتی
۴-۳. تست بالانس دینامیکی و کنترل کیفیت ابعادی
فصل پنجم: کاربردهای مشابه و انتقال تجربه
۵-۱. کاربرد پروانههای دو مکشه در صنایع آب و نمکزدایی
۵-۲. پمپهای خطوط انتقال و کاربردهای دیگر
فصل اول: فلسفه طراحی پمپهای خدمات سنگین (Heavy-Duty)
۱-۱. ماموریت پمپ کربنات و کاربرد در فرآیند شیرینسازی
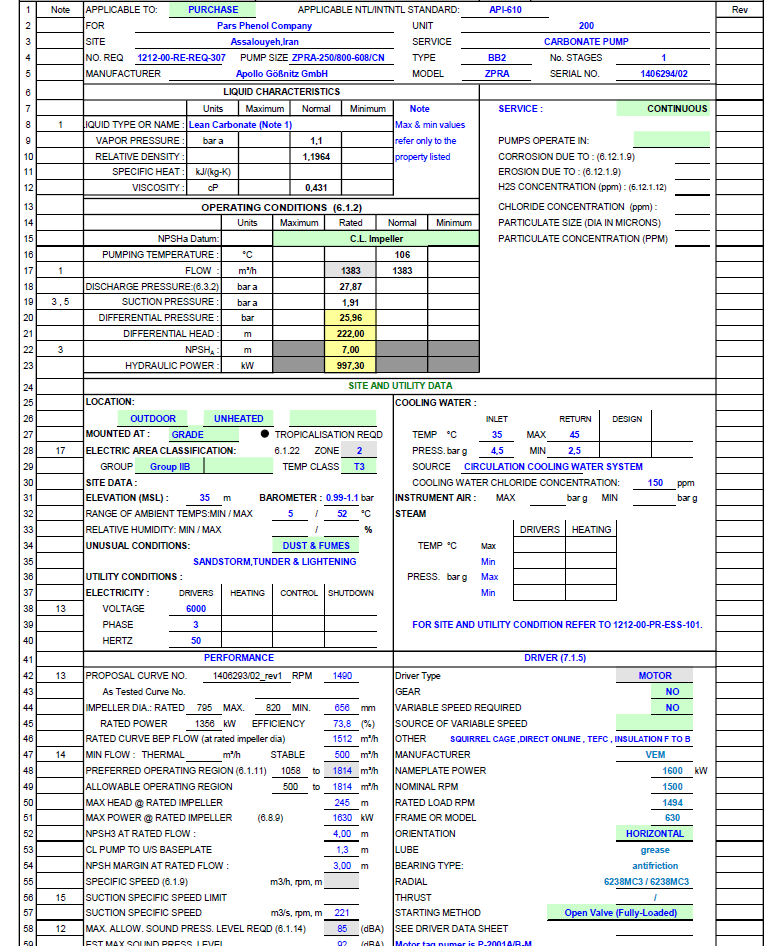
پمپ مورد مطالعه (ZPRA) از نوع Lean Carbonate Pump است که نقشی اساسی در فرآیندهای حیاتی شیرینسازی گاز (Gas Treating) و حذف گازهای اسیدی نظیر co2و h2sدر واحدهای پتروشیمی (همانند واحدهای سرویسدهی پتروشیمی پارس فنول) ایفا میکند. این پمپ وظیفه پمپاژ محلول گرم و احیا شده کربنات را برای جذب مجدد آلایندهها بر عهده دارد. محلول گرم کربنات (با مشخصات دمای طراحی 150 cو فشار 33 bar) باید با دبی بالا و هد مناسب جابجا شود. این سیال نه تنها دمای بالا و فشار عملکردی قابل توجهی دارد، بلکه به دلیل وجود کریستالیزاسیون جزئی نمکهای کربنات در محلول و همچنین ماهیت شیمیایی، یک محیط بسیار چالشبرانگیز است. این ترکیب از پارامترها، پتانسیل خوردگی (Corrosion) ناشی از ترکیبات شیمیایی و همزمان سایش (Erosion) ناشی از ذرات معلق کریستالی را به صورت همافزا (Synergistic) ایجاد میکند، که این معضل، عمر پروانههای ساخته شده از متریال نامناسب را به شدت کاهش داده و ما را ملزم به استفاده از فولادهای دابلکس در تیم مهندسی فربد میکند. در واقع، این پمپها تحت بدترین حالتهای ممکن (High Temperature, High Pressure, Corrosive & Erosive) کار میکنند و کوچکترین ضعف در طراحی یا ساخت پروانه، منجر به از دست رفتن سرویسدهی واحد میشود.
۱-۲. اهمیت استاندارد API 610 و الزامات آن
برای چنین سرویسهای حیاتی و خطرناکی، انطباق با الزامات استاندارد API 610 (پمپهای گریز از مرکز برای صنایع نفت، پتروشیمی و گاز طبیعی) یک ضرورت غیرقابل چشمپوشی است. API 610 به دلیل تعیین معیارهای طراحی سختگیرانه برای افزایش قابلیت اطمینان (Reliability) و طول عمر (Life Cycle) پمپهای صنعتی شهرت دارد. پمپ ZPRA در کلاس BB2 (Between Bearings, Horizontally Split or Radially Split) طبقهبندی میشود، که نشاندهنده طراحی برای ظرفیت و هد بالا با قابلیت اطمینان حداکثری و دورههای بلند مدت کارکرد بدون توقف است. این استاندارد ما را در تیم طراحی و مهندسی فربد ملزم میکند تا در بخشهای حیاتی، دقت فوقالعادهای به کار بریم:
- محدودیت سرعت مخصوص مکش (Nss): API 610 برای جلوگیری از جریان برگشتی (Recirculation) و کاویتاسیون در چشم پروانه، یک محدودیت سفت و سخت برای Nssتعیین میکند (معمولاً زیر 8500در واحدهای آمریکایی یا حدود 165در واحدهای متریک). Nssنشاندهنده توانایی پروانه در مکش سیال با کمترین هد مثبت است و با فرمول
- کنترل بالانس دینامیکی: بالانس دینامیکی پروانه در هر دو صفحه مطابق با گرید G1.0(یا حتی سختتر) الزامی است تا ارتعاشات پمپ به حداقل رسیده و عمر یاتاقانها و سیلها به حداکثر برسد.
- طراحی سیستم آببندی پیشرفته: قابلیت اطمینان در طراحی شفت و سیستم آببندی مکانیکال سیل، با استفاده از طرحهای سختگیرانه تضمین میشود. در این پمپ، ترکیب Seal Plan 11/54 (طبق مدارک فنی) به کار رفته است. Plan 11 جریان سیال فرآیند (کربنات داغ) را از خروجی پمپ به سمت محفظه مکانیکال سیل هدایت کرده و به عنوان یک جریان شستشو و خنککننده عمل میکند تا از پدیدهی کریستالیزاسیون و رسوبگذاری روی سطوح سیل جلوگیری شود. Plan 54 نیز از یک مایع حائل (Barrier Fluid) تحت فشار بالاتر از فشار محفظه سیل استفاده میکند تا نشت گازهای سمی و داغ به محیط اطراف را کاملاً متوقف کند. این سیستمهای پیچیده، بر اساس الزامات API برای طول عمر یاتاقانها (L10 حداقل 25.000ساعت و L50حداقل 100.000ساعت) و پایداری سیل مکانیکی طراحی میشوند.
۱-۳. ساختار پمپ ZPRA و کلاس BB2
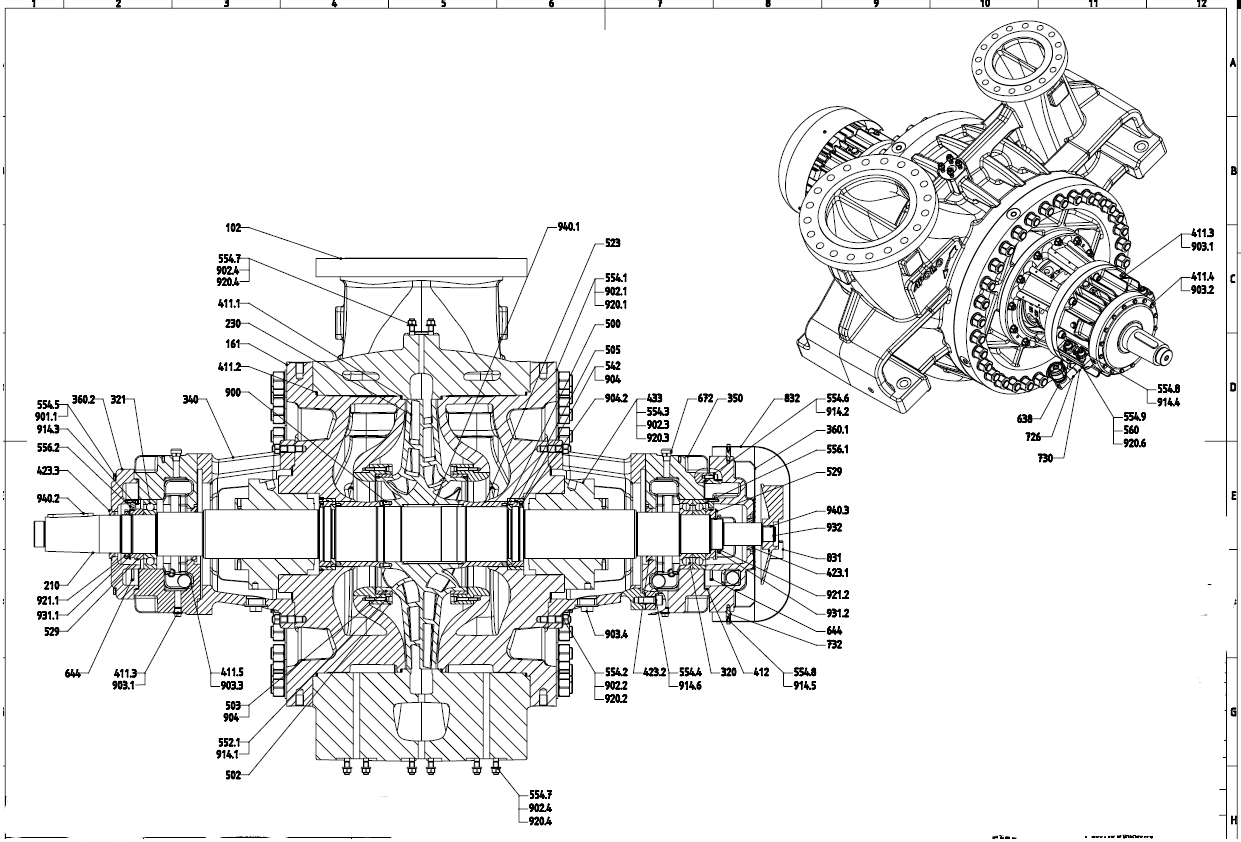
مدل ZPRA-250/800 با پروانه دو مکشه، یک پمپ BB2 است که در آن، محفظه پمپ (Casing) به صورت افقی (Horizontally Split) تقسیم میشود. مزیت این ساختار BB2 این است که تمامی اجزای داخلی دوار (روتاتینگ المنت) از جمله شفت، پروانه و بیرینگها میتوانند بدون نیاز به جدا کردن پمپ از خطوط لوله و الکتروموتور، برای تعمیرات خارج شوند (Back Pull-Out Feature). این ویژگی، زمان توقف (Downtime) واحد را در زمان نگهداری و تعمیرات اساسی (Overhaul) به شدت کاهش میدهد. ساختار بین یاتاقانها (Between Bearings) سبب میشود که پروانه دقیقاً در مرکز دو یاتاقان قرار گیرد، که این امر نیروهای شعاعی کمتری را بر شفت و در نتیجه بر یاتاقانها متحمل میکند و پایداری مکانیکی بالایی را تضمین مینماید. این امر آن را برای سرعتهای دورانی بالا (n=1490 RPM در این مدل) و کارکرد پیوسته (Continuous Service) ایدهآل میسازد و عمر مفید تجهیز را به فراتر از 25.000ساعت میرساند، که یکی از اهداف اصلی ما در بازسازی این پروانه در فربد صنعت ایرانیان است. این پمپها اغلب از یاتاقانهای بوشی (Sleeve Bearings) برای تحمل بار شعاعی و یاتاقانهای شیبدار (Tilt-Pad Thrust Bearings) برای جذب نیروهای محوری باقیمانده استفاده میکنند، زیرا این نوع یاتاقانهای هیدرودینامیک، عمر نامحدود دارند.
فصل دوم: کالبدشکافی پروانه گریز از مرکز دو مکشه
۲-۱. ساختار پروانه دو مکشه و مزایای هیدرولیکی آن
پروانه این پمپ از نوع بسته و دو مکشه (Double Suction, Closed Impeller) است. در این ساختار، سیال از دو طرف به مرکز پروانه وارد شده و پس از هدایت به سمت محیط، با سرعت و فشار بالا از پمپ خارج میشود.
مزایای کلیدی هیدرولیکی پروانه دو مکشه:
- بهبود شاخص NPSHو کاهش ریسک کاویتاسیون: این مهمترین مزیت طراحی است. مکش از دو طرف باعث میشود دبی سیال ورودی به هر سمت پروانه دقیقاً نصف شود (Q/2)، در نتیجه سرعت سیال در چشم پروانه کاهش یافته و نیاز به NPSH(ارتفاع خالص مثبت مکش) به طرز چشمگیری پایین میآید. این مزیت حیاتی در سرویسهایی با سیالات نزدیک به نقطه جوش (مانند کربنات 150 C) یا با ارتفاع مکش محدود (High Suction Lift) است، زیرا حاشیه ایمنی کافی (Margin) بین NPSHa(موجود) و NPSHr(مورد نیاز) فراهم میگردد. تیم طراحی و مهندسی فربد همواره NPSHrپروانه بازسازی شده را برای اطمینان از عملکرد ایمن، دست کم 10%کمتر از پمپ اصلی به دست میآورد.
- بالانس خودکار نیروی محوری (Axial Thrust Balance): طراحی کاملاً متقارن جریان ورودی از دو سمت، به صورت ذاتی نیروهای محوری ایجاد شده توسط جریان را خنثی میکند. این بالانس هیدرولیکی سبب میشود که بار تحمیلی به تراست بیرینگ (Thrust Bearing) به حداقل برسد. کاهش بار محوری منجر به استفاده از یاتاقانهای کوچکتر و سادهتر، تولید گرمای کمتر در بیرینگها و نهایتاً افزایش عمر کاری یاتاقانها به شدت میگردد، که یکی از دلایل اصلی طول عمر پمپهای BB2 است.
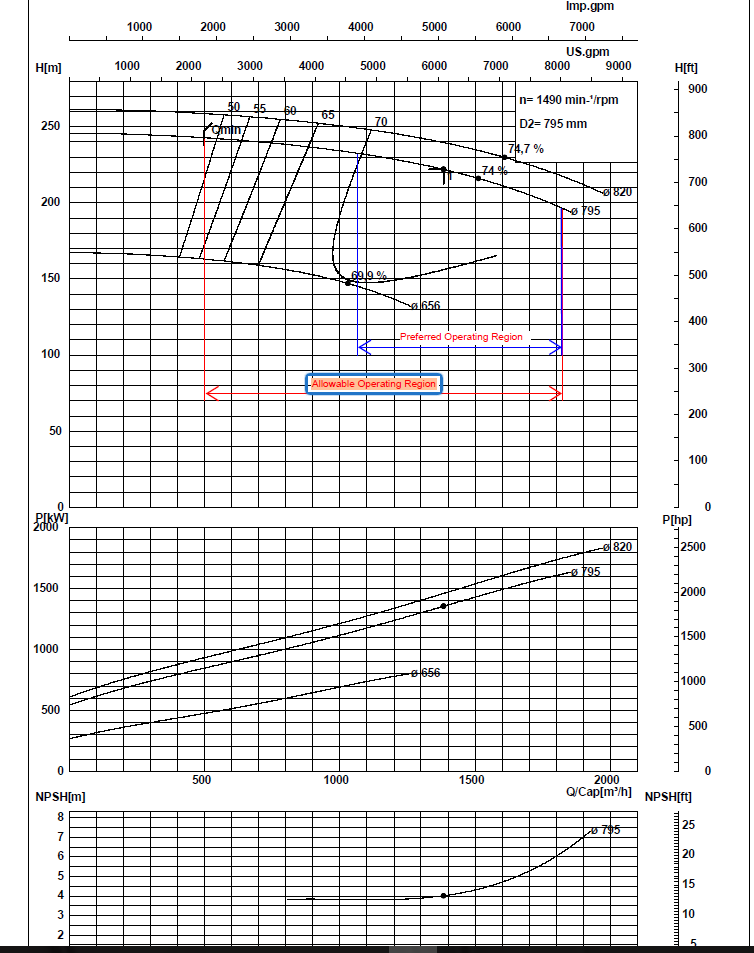
- افزایش دبی و محدوده کارکرد: به دلیل تقسیم دبی بین دو ورودی، این نوع پروانه میتواند دبی بالاتر و ظرفیت بیشتری را نسبت به پروانههای تک مکشه با قطر یکسان جابجا کند (در مدل ZPRA تا Q=2.000متر مکعب برساعت مشاهده میشود). همچنین، این طراحی به پمپ اجازه میدهد تا با سرعت مخصوص (Specific Speed) بالاتر و راندمان بهتری نسبت به پروانههای تک مکشه معادل کار کند.
- تقارن هیدرولیکی و توزیع یکنواخت فشار: تقارن در ساختار به توزیع یکنواختتر فشار در داخل پروانه کمک کرده و تلاطم (Turbulence) و سر و صدا را کاهش میدهد، که این امر در تحقق الزامات 85dBAاستاندارد API بسیار مهم است. علاوه بر این، شکل خاص زبانهی حلزونی (Cutwater or Volute Tongue) که در برابر خروجی پروانه قرار میگیرد، در پروانههای دو مکشه بسیار حساس است؛ کوچکترین خطا در فاصله (Clearance) یا زاویهی آن میتواند باعث ایجاد پالسهای فشار و ارتعاشات با فرکانس پره شود.
۲-۲. معضل کاویتاسیون و شاخص حیاتی NPSH
کاویتاسیون (Cavitation) یکی از مخربترین و پرتکرارترین عیوب پمپهای سانتریفیوژ در محیطهای گرم و تحت فشار است که عمر پروانه را به شدت کاهش میدهد. در طراحی پروانه دو مکشه، چالش ما در تیم طراحی و مهندسی فربد، اطمینان از مطابقت پروانه ساخته شده با منحنی NPSHrپمپ بود.
مکانیسم تخریب: کاویتاسیون زمانی رخ میدهد که فشار موضعی سیال در چشم پروانه (ناشی از افزایش سرعت و تغییر جهت ناگهانی) به کمتر از فشار بخار اشباع سیال در آن دما برسد. در سرویس کربنات 150 c، فشار بخار بالا است و این ریسک را تشدید میکند. تشکیل و ترکیدن ناگهانی حبابهای بخار (Implosion) در ناحیه فشار بالاتر، پدیده میکروجت (Micro-Jet) و شوکهای موجی را با سرعتهای مافوق صوت ایجاد میکند که منجر به فرسایش نقطهای (Pitting Erosion) و تخریب ساختاری سطح پروانه میشود.
کنترل با هندسه پره: هرگونه انحراف از پروفایل دقیق پره (Blade Profile)، به خصوص در زاویه ورود (Inlet Angle) و شعاع نوک پره، منجر به افت فشار موضعی و ایجاد حبابهای بخار میشود. تیم مهندسی فربد در بازسازی این پروانه، دقت متالورژیکی را با دقت هیدرولیکی ترکیب میکند تا سطح نهایی پروانه کاملاً صاف و عاری از هرگونه ناهمواری باشد، زیرا افزایش زبری سطح پروانه به صورت مستقیم NPSHrرا افزایش داده و ریسک کاویتاسیون را بالا میبرد. علاوه بر این، کنترل دقیق زاویه ورود بدون شوک (Shockless Entry Angle) در نزدیکی هاب پروانه، برای به حداقل رساندن تلاطم در چشم پروانه، از طریق مدلسازی سهبعدی و CFD انجام میگیرد.
۲-۳. تحلیل منحنی عملکرد و بهینهسازی راندمان
منحنی عملکرد پمپ، سند اثبات مهندسی ما است. پروانه با قطر D2=795 mmو سرعت 1495 rpmباید دقیقاً در نقطه طراحی (Design Point) به راندمان اوج 74.7%دست یابد.
نقش قطر نهایی پروانه: قطر خارجی پروانه (D2) مهمترین پارامتر تعیینکننده هد (Head) نهایی پمپ است. در فرآیند مهندسی معکوس، هدف اصلی ما در فربد، بازتولید هندسهای بود که این راندمان را دقیقاً تکرار کند. برای رسیدن به D2=795 mm فرایند ریختهگری اولیه با قطر بزرگتر انجام شده و سپس با ماشینکاری دقیق، قطر نهایی و همچنین تلرانسهای حساس (مانند فاصله بین پروانه و دیفیوزر/ولوت) تنظیم میشوند تا منحنی توان (Power Curve) را در محدودههای مجاز عملیاتی پمپ (POR و AOR) حفظ نماید و از اضافه بار شدن موتور (Overload) جلوگیری شود.
بهینهسازی راندمان: علاوه بر ابعاد کلی، راندمان 74.7به شدت به زاویه خروج پره (
فصل سوم: چالشهای مهندسی معکوس و متالورژی
۳-۱. فرایند دقیق مهندسی معکوس (اسکن سهبعدی و CMM)
مهندسی معکوس پروانههای گریز از مرکز، به ویژه پروانههای دو مکشه با هندسه سهبعدی پیچیده پرهها، نیازمند یک رویکرد جامع متالورژی و مهندسی است که در تیم طراحی و مهندسی فربد به کار میرود:
- اسکن سهبعدی با دقت بالا (High-Resolution 3D Scanning): برای اخذ میلیونها نقطه از سطح فرسوده پروانه و ایجاد ابر نقاط (Point Cloud). ما از سیستمهای اسکنر لیزری سهبعدی (Laser Triangulation) استفاده میکنیم که دقت ابعادی را تا 20µm±فراهم میآورد. این دادهها برای بازسازی شکل اصلی پره، حتی در نواحی دچار سایش، حیاتی هستند.
- اندازهگیری مختصات (CMM): این ابزار دقیق، برای تأیید ابعاد بحرانی مکانیکی پروانه که نیازمند تلرانسهای میکرونی هستند، استفاده میشود. این ابعاد شامل: قطر داخلی بوشینگ، محل قرارگیری خار (Keyway)، تلرانسهای سطوح آببندی با رینگهای سایش (Wear Rings) و راستای شفت (Runout) است. همچنین CMM برای تعیین صفحات مرجع (Datum Planes) استفاده میشود که عملیات ماشینکاری دقیق پروانه بر اساس آنها انجام خواهد شد.
- مدلسازی پارامتریک و استخراج هندسه هیدرولیکی: بازسازی هندسه پره (Blade Profile) از ابر نقاط در محیط نرمافزارهای تخصصی CAD/CAM/CAE انجام میشود. هدف این مرحله، استخراج پارامترهای هیدرولیکی کلیدی مانند زوایای ورودی (β1) جهت اطمینان از جریان بدون شوک و زوایای خروجی (β2) جهت تولید هد صحیح (بر اساس معادله اویلر) است. یک خطای جزئی در این زوایا، میتواند راندمان 74.4%را تا چند واحد درصد کاهش دهد.
۳-۲. انتخاب متریال مقاوم در برابر خوردگی و سایش (Duplex Steel)
برای سرویس کربنات داغ و مستعد کریستالیزاسیون، متریال پروانه باید در برابر تنشهای حرارتی، خوردگی و سایش مقاوم باشد. با توجه به استانداردهای API 610 و مدارک فنی پمپ، متریالهایی نظیر فولاد زنگ نزن دابلکس (Duplex Stainless Steel – ASTM.A890, گرید 4Aیا 1.4462**) گزینهای ایدهآل هستند.
مزیت ساختاری دابلکس و کنترل متالورژیکی: فولاد دابلکس ساختاری دوگانه (Duplex Microstructure) از فازهای فریت (Ferrite) و آستنیت (Austenite) دارد که تقریباً نسبت 50/50(در محدوده مجاز 40/60تا 60/40) را حفظ میکند. فاز فریت مقاومت مکانیکی و استحکام تسلیم بالا را فراهم میکند و فاز آستنیت مقاومت عالی در برابر خوردگی تنشی و حفرهای (Pitting Corrosion) ناشی از یونهای کلرید (CSCC) را تضمین میکند. در تیم مهندسی فربد، ترکیب شیمیایی دقیق، بهویژه محتوای کروم، مولیبدن و نیتروژن، با استفاده از آنالیز طیفسنجی (Spectroscopy) کنترل میشود تا عدد PREN (Pitting Resistance Equivalent Number) به حداقل 32برسد.
تضمین کیفیت داخلی با تستهای غیر مخرب (NDT): مطابق با الزامات API 610 برای قطعات تحت فشار، پروانههای ریختهگری شده باید مورد بازرسی دقیق NDT قرار گیرند. برای تضمین عدم وجود حفرههای انقباضی (Shrinkage Cavities) یا تخلخل گازی (Gas Porosity) در داخل بدنه، از آزمون اولتراسونیک (UT) استفاده میشود. برای تشخیص عیوب سطحی، تست مایعات نافذ (PT) در تمام سطوح، به ویژه گذرگاههای پره و نقاط اتصال شفت، اعمال میگردد. معیارهای پذیرش (Acceptance Criteria) برای این تستها بر اساس سطح IIیا IIIاستاندارد ASTM E709تنظیم میشوند تا بالاترین سطح کیفیت ریختهگری تضمین گردد.
۳-۳. رویکرد حل مسئله تیم طراحی و مهندسی فربد
تجربه سالها کار در شرکتهای صاحب نام این حوزه به ما آموخته است که قطعه تقلبی نمیسازیم؛ بلکه عملکرد را مهندسی معکوس میکنیم. وقتی پروانه فرسوده یا آسیبدیده به دست ما میرسد، تیم طراحی و مهندسی فربد نه تنها هندسه را بازسازی میکند، بلکه دلایل اصلی عیوب (مانند نامتعادلی، سایش غیر یکنواخت یا ترکخوردگیهای خستگی) را تحلیل کرده و با اصلاحات جزئی نسخه بهینهشدهای را ارائه میدهد.
مثال حل مسئله فربد (مدیریت فاصله رینگ سایش): یکی از نقاط ضعف شایع در پمپهای قدیمی، سایش سریع رینگهای سایش (Wear Rings) و افزایش فاصلهی (Clearance) بین پروانه و پوسته است که منجر به نشتی داخلی (Recirculation) و افت شدید راندمان میشود. تیم ما با تحلیل این عیب، در پروانه بازسازی شده، به جای استفاده از متریال یکسان برای رینگهای سایش پروانه و پوسته، از ترکیب متریالی سختتر (مانند استفاده از CA15یا NI-Resist برای رینگ پوسته و Duplexبرای رینگ پروانه) استفاده میکند (جفتهای متفاوتی که سایش را کاهش میدهند) و یا تلرانسهای ساخت را در محدوده پایینتر و مجاز API تنظیم میکند تا عمر سرویس دهی و راندمان پمپ را به شکل محسوسی بهبود بخشد. این رویکرد پیشگیرانه (Predictive Engineering) در فربد صنعت ایرانیان، عمر مفید بیشتری از قطعه اصلی را تضمین میکند.
فصل چهارم: گامهای ساخت با تضمین عملکرد API
۴-۱. تحلیل المان محدود (FEA) و شبیهسازی دینامیک سیالات محاسباتی (CFD)
پیش از شروع ساخت، طراحی سهبعدی نهایی پروانه باید از نظر عملکردی تأیید شود. این مرحلهی شبیهسازی، ریسکهای ساخت و عملکرد درازمدت را پیشبینی کرده و اصلاحات نهایی طراحی را تضمین میکند:
- CFD (Computational Fluid Dynamics): جهت تأیید توزیع فشار و سرعت سیال در داخل پروانه و دبی و هد نهایی (تطابق Q-Hبا منحنی عملکرد اصلی) و همچنین اطمینان از عدم وقوع کاویتاسیون در ورودی پره. ما از شبکهبندی (Mesh Generation) دقیق شبکهی تتراهدرال (Tetrahedral Mesh) در دامنه سیال استفاده میکنیم تا دینامیک جریان در نزدیکی پرهها با دقت بالا مدلسازی شود. شرایط مرزی (Boundary Conditions) شامل تعریف دبی ورودی و فشار استاتیک خروجی برای شبیهسازی دقیق نقطه طراحی است. نتایج CFD به شکل نقشههای فشار (Pressure Maps) و بردارهای سرعت (Velocity Vectors) در چشم پروانه، بصریسازی میشوند تا جریان یکنواخت و بدون شوک تضمین گردد.
- FEA (Finite Element Analysis): جهت بررسی تنشهای مکانیکی و حرارتی در هنگام کارکرد (به خصوص در اتصالات شفت) مطابق با الزامات API 610. تحلیل FEA در تیم مهندسی فربد بر نواحی تمرکز تنش (Stress Concentration Areas) مانند ریشه پرهها (Blade Root) و شانهی محل اتصال به خار (Keyway Shoulder) تمرکز دارد. این تحلیل اطمینان میدهد که تحت بالاترین فشار سرویس و در دمای 150 c، تنشهای پروانه از محدوده استحکام تسلیم (Yield Strength) متریال دابلکس فراتر نمیرود. همچنین، تحلیل مودال (Modal Analysis) در FEA فاصله سرعت بحرانی (Critical Speed Separation Margin) را تأیید میکند؛ طبق API 610، اولین سرعت بحرانی خشک باید حداقل
بیشتر از حداکثر سرعت کارکرد باشد تا پایداری دینامیکی کل مجموعه دوار تضمین شود.
۴-۲. فرایند ریختهگری دقیق و عملیات حرارتی
ساخت یک پروانه دو مکشه API 610 نیازمند کنترل بینقص در ریختهگری است. ما از روشهای ریختهگری دقیق برای حصول پروانههای با کیفیت سطحی بالا و تلرانسهای نزدیک استفاده میکنیم. کنترل انقباض (Shrinkage) و جلوگیری از ترکهای داغ (Hot Tearing) در هنگام انجماد متریال دابلکس، به دلیل حساسیت دمایی آن، از چالشهای اصلی این مرحله است. استفاده از قالبهای سرامیکی یا رزینی، دقت ابعادی اولیه را به حداکثر میرساند و نیاز به ماشینکاری پره را به حداقل میرساند که این خود کیفیت هیدرولیکی را افزایش میدهد.
پس از ریختهگری، عملیات حرارتی تخصصی برای دستیابی به خواص مکانیکی و مقاومت به خوردگی مطلوب متریال دابلکس الزامی است. این عملیات شامل محلولسازی (Solution Annealing) در دمای بسیار بالا (حدود 1050تا 1100) و به دنبال آن کوئنچ سریع (Rapid Quenching) در آب یا پلیمر است. هدف از این فرایند، حل کردن فازهای مضر بین فلزی (مانند فاز سیگما ơ) است که مقاومت به خوردگی را به شدت کاهش داده و تردی (Brittleness) را افزایش میدهند. فاز سیگما در محدوده دمایی 650تا 900تشکیل میشود؛ بنابراین، کوئنچ باید به قدری سریع باشد که پروانه از این محدوده دمایی خطرناک در کمترین زمان ممکن عبور کند و ساختار متالورژیکی صحیح (تعادل 50/50فریت/آستنیت) تضمین گردد.
۴-۳. تست بالانس دینامیکی و کنترل کیفیت ابعادی
مطابق با استاندارد API 610، تمام پروانههای ساخته شده باید در حالت آماده به کار (Operation Ready) بالانس دینامیکی شوند. گرید G1.0طبق استاندارد ISO1940برای این پروانه الزامی است. این گرید، یک معیار بسیار سختگیرانه برای ماشینهای با سرعت بالا است. به عنوان مثال، برای یک پروانه به جرم تقریبی 200 kgکه با سرعت 1490 rpmکار میکند، گرید G1.0به این معناست که حداکثر عدم تعادل ویژه باقیمانده (Residual Specific Unbalance) باید کمتر از 1.0 mm/sباشد. این مقدار معادل با عدم تعادل جرمی در حد چند گرم-میلیمتر است. فرآیند بالانس با اندازهگیری عدم تعادل در دو صفحه (Two-Plane Balancing) انجام میشود. اصلاح وزن با روشهای دقیق ماشینکاری (مانند فرزکاری کنترل شده یا دریلکاری دقیق) در صفحات تصحیح (Correction Planes) صورت میگیرد تا یکنواختی پره حفظ شود.
گزارش کنترل کیفیت جامع: در پایان، یک بسته کنترل کیفیت کامل (Quality Control Dossier) به مشتری ارائه میشود که شامل موارد زیر است:
- گواهی مواد (Material Certificate): شامل نتایج آنالیز شیمیایی و تست خواص مکانیکی (تست کشش و سختی) جهت تأیید انطباق متریال دابلکس و تایید عدد PREN.
- گزارش NDT: شامل نتایج تستهای اولتراسونیک و مایعات نافذ.
- گزارش اندازهگیری CMM: تأییدیه ابعادی تمامی تلرانسهای حیاتی (قطرها، راهگاه پرهها، و TIRشفت).
- گزارش بالانس دینامیکی: اثبات نهایی دستیابی به گرید G1.0و میزان جرم اصلاح شده.
این کنترلهای چند لایه، اطمینان میدهند که محصول نهایی فربد صنعت ایرانیان نه تنها یک قطعه یدکی، بلکه یک پروانه با عملکرد تضمین شده و فراتر از الزامات API است.
فصل پنجم: کاربردهای مشابه و انتقال تجربه
۵-۱. کاربرد پروانههای دو مکشه در صنایع آب و نمکزدایی
فلسفه طراحی پروانههای دو مکشه تنها محدود به صنایع نفت و گاز نیست. در صنایع آب و فاضلاب، به ویژه در تأسیسات نمکزدایی آب دریا (SWRO) و ایستگاههای پمپاژ با دبی بالا، از پروانههای دو مکشه استفاده میشود. دلیل اصلی، نیاز این صنایع به قابلیت اطمینان بسیار بالا (High Availability) و کارکرد پیوسته است.
- تأمین دبی بالا برای پیشتصفیه: نیاز به پمپاژ حجم عظیمی از آب خام با حداقل مصرف انرژی.
- کاهش ریسک کاویتاسیون ناشی از مکش در سطح دریا یا دریاچهها: با توجه به عمق و طول زیاد خطوط مکش، کاهش NPSHrکه توسط پروانههای دو مکشه فراهم میشود، حاشیه ایمنی لازم برای جلوگیری از پدیده کاویتاسیون را فراهم میکند.
۵-۲. پمپهای خطوط انتقال و کاربردهای دیگر
به طور کلی، هر جا که نیاز به انتقال سیال با دبی بسیار بالا و هد متوسط تا بالا باشد و کاهش فشار مکش (NPSH) یک عامل محدودکننده حیاتی محسوب شود، پروانههای دو مکشه به کار گرفته میشوند. این شامل پمپهای اصلی خطوط انتقال نفت و گاز، و برخی پمپهای تغذیه بویلر در نیروگاهها نیز میشود. در پمپهای تغذیه بویلر (Boiler Feed Pumps) با دبی بسیار بالا، این طراحی تضمین میکند که حتی در صورت پمپاژ آب داغ در نزدیکی نقطه جوش، ریسک تشکیل بخار در ورودی پروانه (کاویتاسیون) کنترل شود و پمپ بتواند ساعتهای طولانی بدون خطا کار کند.
نتیجهگیری و چشمانداز
پروژه مهندسی معکوس و ساخت پروانه پمپ کربنات API 610، یک نمونه برجسته از ترکیب تجربه عملی، دانش هیدرولیک پیشرفته و فناوری ساخت دقیق است. تیم طراحی و مهندسی فربد با نگاهی حلمحور، توانست نه تنها قطعهای مطابق با نمونه اصلی، بلکه با تضمین کارکرد تحت الزامات سختگیرانه API 610 ارائه دهد که مستقیماً به کاهش وابستگی صنعتی کشور کمک میکند. این رویکرد تضمین کیفیت مبتنی بر NDT و CFD، عمر مفید قطعات را به حداکثر میرساند.
با انتخاب فربد صنعت ایرانیان، شما دیگر مجبور به پذیرش زمانهای طولانی تأمین قطعات یدکی و هزینههای گزاف نیستید. ما اینجا هستیم تا با تخصص و تجربه، چالشهای پیچیده شما را به راهحلهای پایدار تبدیل کنیم.
تهیه و تدوین : تیم مهندسی شرکت مهندسی فربد صنعت ایرانیان 1404
رستاخیز پروانه.pdf
منابع و مراجع
- استاندارد API 610 (Centrifugal Pumps for Petroleum, Petrochemical and Natural Gas Industries).
- راهنمای هیدرولیک مؤسسه Hydraulic Institute (HI).
- تجربیات داخلی و دادههای عملیاتی تیم طراحی و مهندسی فربد.
- مدارک فنی پمپ ZPRA-250/800 Apollo Gößnitz.